구스아스팔트(GUSS Asphalt)란? (ⅩⅥ)
현장 사례로 살펴본 국내 구스아스팔트 기술 현주소
작성일 : 2025.04.04 09:04
1.4.6.3 강상판과 포장체의 일체화를 위한 시공방법
1) 강상판 표면정비
강상판 표면정비를 위한 연마청소공(硏磨淸掃工: 硏掃工)은 강상판 위에 포장되어 있는 무기징크리치 프라이머나 공사중에 부착한 기름, 녹 등을 제거하여 강상판과 포장이 확실하게 일체가되어 윤하중에 저항하기 위해 실시하는 것이다.
이 공종이 불완전한 경우 구스 포설시 블리스터링이 발생하여 포장이 파손을 일으키게 된다.
영종대교의 경우 강교 공장 제작후 포장시까지 3년 이상이 경과되었으며, 현장 설치후 현장용접사용 장비는 집진기를 포함하여 숏블라스트기 BLAST-B800(영국제) 2대 및 GOFF-B500(미국제) 1대를 사용하였으며, 기상의 상태 등을 참작하여 강상판면 가열용 노면히터(B=3m)2대를 병용 사용하여 포설전, 선공정인 접착제 도포에 무리 없이 진행 하였다.
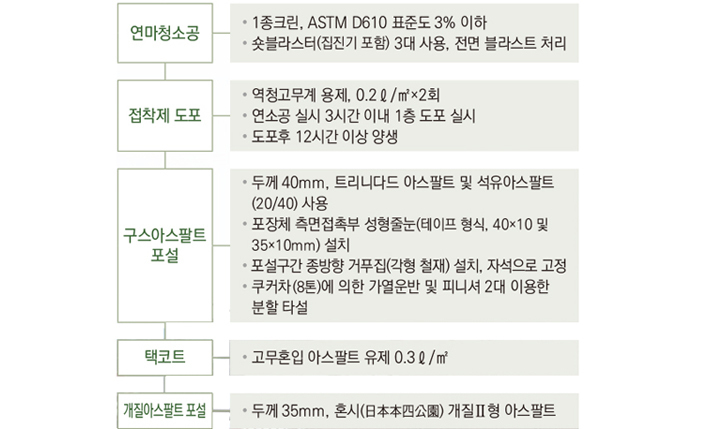
<표 4.18> 강상판 포장공의 순서(영종대교의 경우)
2) 포설장비의 선정 및 포설방법
연소공 장비와 더불어 포설장비 선정 역시 대규모 사용 실적이 없는 관계로 포장전까지 결정에 많은 논란이 되었다. 주로 스크류를 이용한 일본식 피니셔와 강상판에 혼합물을 직접 투입하여 펴나가는 밀어내기식 독일식 피니셔 선택에 관한 내용이었다.
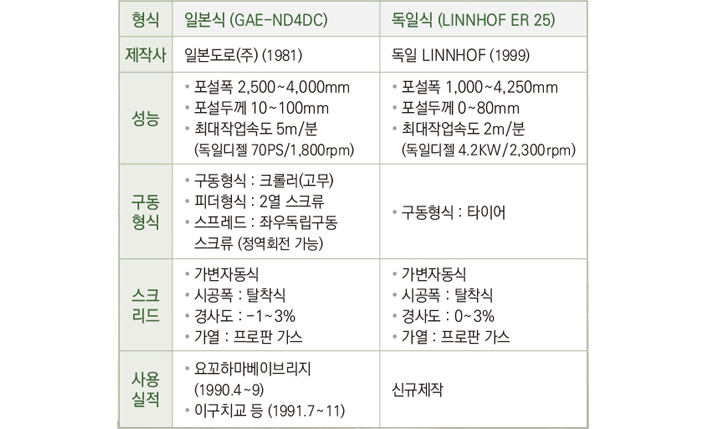
<표 4.19> 포설장비 제원 비교
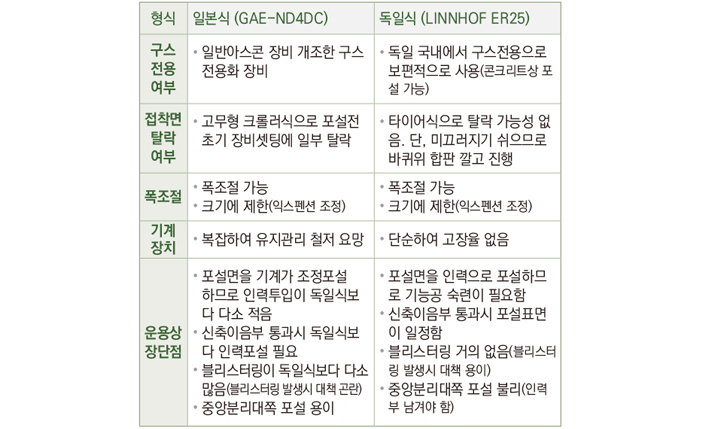
<표 4.20> 포설장비 적정성 비교(포설 결과)
포설방법은 포설시 강상판의 열변형, 포설속도 등에 따라 다음 그림과 같이 시행하였다.
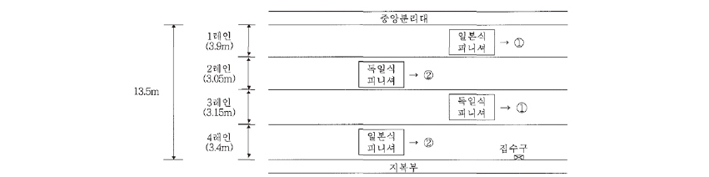
[그림 4.4] 상로도로 포설폭 평면도
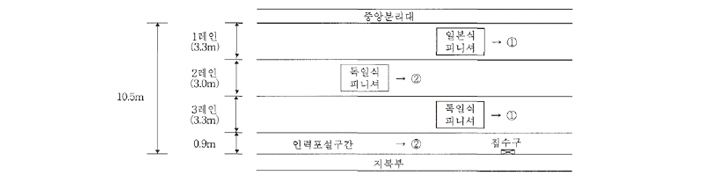
[그림 4.5] 하로도로 포설폭 평면도
결과적으로 양자 1대씩 일본 및 독일에서 구입하여 사용하였으며, 이에 대한 운용상 장단점을 파악할 수 있었다. 따라서 이 두 장비의 제원 및 특성에 따라 운영방법을 조합하여 효과적인 포설을 완성하였다.
포설구간은 2개 트러스(375m×2=750m) 및 현수교(550m)별로 구분하여, 피니셔 2대, 쿠커차 8대, 특공 2팀(16명)으로 포설공을 진행하였다.
혼합물은 플랜트에서 현장까지 약 15km 거리를 운반하기 위하여는 쿠커차를 이용하게 된다. 쿠커차는 8톤 용량으로서 가열장치가 갖추어져 정지 또는 운행중에 작동되어야 한다. 포설시 목표온도가 240℃를 유지하기 위하여 최소 260℃까지 가열할 수 있어야 한다. 포설시까지 최소 1시간 이상 온도를 유지하여 혼합물을 양호한 상태로서 시공하였다.
포설계획은 쿠커차 8대(64톤)를 1일 보통2.5사이클(160톤)로 포설 계획하였다. 포설은 기온 10℃ 이상에서 실시하였으며, 블라스터링이 발생하지 않도록 최선의 시공상태를 유지하였으며, 특히 포장면 청소에 막대한 시간을 할애하였다. 우기시 또는 바람이 심한 경우에는 작업을 중단하였으며, 안개 기타 습도가 높은 경우 강상판면의 이슬을 제거하기 위해 노면 히터를 동원하는 등 공정의 누수를 최소화 하였다.
1.4.6.4 맺음말
구스(GUSS)는 독일말로 흘러 내린다는 어원으로, 구스아스팔트포장 공법은 다짐장비가 필요없는 단순한 포장방법이다. 그 반면에 상당한 고온의 상태를 유지시켜야 하므로 생산, 운반,포설에 이르기 까지 온도 및 유동성을 확인하는 것이 가장 중요하다.
금주의 핫 뉴스
- 1. [ 시멘트의 밀도에 대하여… (1) ]
- 2. 국토부 ‘2026 골재수급계획’ 집중 분석
- 3. [ 밀도와 비중량 그리고 비중의 차이 개념의 이해... ]
- 4. 4월부터 어쩌나...우중 레미콘 타설 금지 ‘3mm 룰’에 ‘우중충’한 레미콘 건설업계
- 5. 한국 아스콘 산업, 저성장 속 ‘생존 전쟁’ 돌입
- 6. 아스콘의 미래, AI와 분자가 설계한다
- 7. “버틸 재간이 없다” 중동 전쟁發 원자재 대란에 레미콘·아스콘 ‘비명’
- 8. ‘레미콘 대란’ 현실화되나 서울 레미콘 공장 두 곳뿐, 반토막난 연간 생산량
- 9. 철근 콘크리트 구조의 의미
- 10. 기온에 따른 콘크리트의 강도보정